Through our history we helped many of our Clients during their planning and design processes by suggesting them easy-to-fabricate and cost-efficient solutions.
As we are continually following the technological advancements in fabrication practices, we can also suggest practical, cost efficient and time-decreasing alternative solutions based on new technological advancements. For example, we have been providing 3D Printer solutions to our Clients recently and they are benefiting from its advantages greatly using it for prototyping, molding, making copies for trials to check if the piece works, etc.
MATERIAL PROCUREMENT | 3.1. Mill Certificates according to EN-10204
SAND BLASTING | Plate Sand Blasting, Profile Sand Blasting, Machinery Parts Sand Blasting
CUTTING (Sheet Metal & Profiles) | CNC Plasma Cutting, Guillotine, Laser, Waterjet, Sawing, Tube Laser Cutting
DRILLING | CNC Drilling Machines
BENDING
DISHING HEAD & FLANGING
PUNCHING
PRESS MACHINE WORKS
MACHINING | CNC and Multi-axis machining up to 7 axis
ASSEMBLY & MARKING
WELDING | Metal Inert Gas (MIG) Welding , Tungsten Inert Gas (TIG) Welding, Spot Welding, Laser Welding, Electric Arc Welding, Sub-merged Arc Welding - Manual Welding, Robotic Welding, Orbital Welding
SURFACE CLEANING | Grinding, Edge Smoothing, Deburring
COATING | Electrogalvanizing, Hot Dip Galvanizing, Wet Paint, Powder Coating, Cataphoresis, Hard Chrome Plating, Thermal Spraying
PACKAGING | Layout Studies, Packaging Design - Pallets with heat treatment and marking compatible with ISPM 15 Standard
LOADING | Loading into Trucks and Containers using necessary equipments such as; forklifts, cranes, mobile cranes, ramps, lashing, etc.
TRANSPORTATION | Delivery to your door with DAP and DDP options. We can use all delivery options such as; EXW (Exworks), FCA (Free on Carrier), FOB (Free on Board), CIF (Cost, Insurance, Freight), DAP (Delivered at Place), DDP (Delivery Duty Paid), etc.
Besides basic mechanical applications like cutting, drilling, bending, shearing, rolling, machining, welding etc. by using the latest technology CNC and Laser machines we can also provide special applications like multi-axis cutting and machining. We can perform dishing and flanging applications. We also have the capabilities to apply almost all kind of surface treatments like pickling, passivation and polishing to achieve qualities starting from satin up to mirror finishes.
PROCESS FLOW
1. CUTTING
1.1. Sheet Metal Cutting
1.1.1. Shearing Machine (Guillotine)
Shearing stainless steel plate is an efficient way to cut common squares or rectangles from larger stainless steel plates. The shear angle effects the distortion of the cut stainless steel plate. While smaller shear angle uses higher power and causing less distortion larger angles need less power and increases distortion. We are using CNC Automated Guillotine Machines for shearing stainless steel materials.
 1.1.2. Laser Cutting Machine
1.1.2. Laser Cutting Machine
Laser Cutting is a non-contact process resulting in high quality, dimensionally accurate cuts. Laser is the most precise method for cutting. The material melts, burns, vaporizes, or is blown away by a jet of gas, leaving an edge with a high-quality surface finish. Waterjet is applying high forces on the material so small parts may be deformed or even can’t be cut at all, for small pieces laser cutting shall be preferred. If for example engraving a serial number on the material is needed, laser cutting shall be used as engraving is not possible with waterjets.
1.1.3. Waterjet Cutting Machine
As it is a cold process waterjets don’t cause heat originated problems like burn marks or dark colored cut sides. Two-layered (sandwich) materials which can’t be cut by lasers because of different burning and melting points can be cut by waterjets. Waterjets can cut thick materials unlike lasers. Waterjet cutting is less precise than laser cutting.
1.2. Profile & Pipe Cutting
1.2.1. Sawing Machine
High speed steel blades shall be used for all types of sawing. When cutting austenitic grades (300 series) the cut must be initiated without any riding of the saw on the work, a positive feed pressure must be maintained, and no pressure, drag or slip should occur on the return stroke. An emulsion of soluble oil should be used as a cutting fluid.
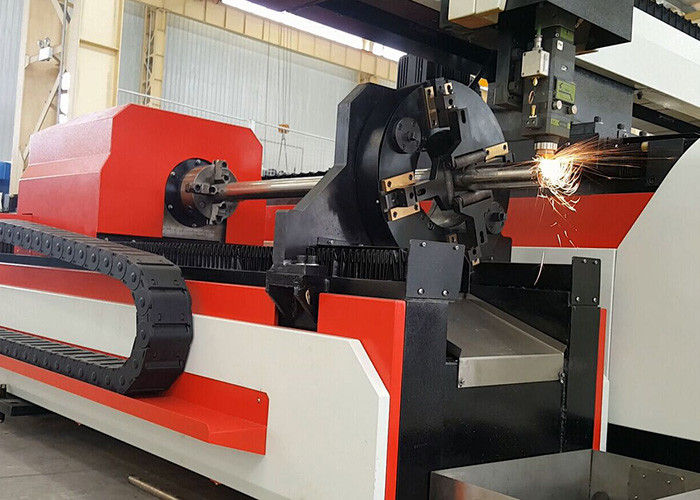 1.2.2. Tube & Pipe Laser Cutting Machine
1.2.2. Tube & Pipe Laser Cutting Machine
Laser cutting provides high precision cuts. Laser Cutting Machines not only cut the material but can also drill and bevel the material. Thus, increases the speed of fabrication greatly by providing more productivity and flexibility. As lasers enable multi axis cutting up to 5 axes, shapes that are almost impossible with traditional methods can be achieved by laser so it is offering flexibility for designers, too. As lasers can precisely cut and bevel edge of the profiles they also increase the welding quality.
2. BENDING
All of our bending machines are CNC automated for precise results.
When choosing the right bending method for an application centerline radius, outside diameter and wall thickness are the most important variables. For all bending methods springback effect shall be taken into consideration for both sheets and tubes.
 We mostly use four methods for bending;
We mostly use four methods for bending;
Press Brakes: Generally used on sheet metal to form sharp bends.
Roll Bending Machine: Usually used for bending sheet metals to form cylindrical shapes. Roll Bending Machines are also used to create conical shapes which are vital components of silos, boilers, vessels, tanks, etc.
Ram Bending Machine: Mostly preferred for bending square tubes.
Rotary Bending Machine: Preferred for low tolerance jobs and precision works. Rotary Draw Bending Machine provides the best results with tight radius bending applications. You can control wall thinning and ovality of the profile while bending.
3. HEAD DISHING & FLANGING
Forming dished heads with flanges requires expertise, advanced machinery and experience. Using dish head forming hydraulic presses and flanging machines we are able to provide all types of heads for silos, tanks, vessels, boilers, etc.
4. WELDING
Welding is the key element in the fabrication of stainless steel components. Welding of stainless steel is different from steel, but not necessarily difficult.
 4.1. Robotic welding
4.1. Robotic welding
Robotic Welding increases productivity greatly and ensures welding quality.
But Robotic Welding can’t automatically provide most efficient and the highest quality welds, there are some important points to consider like suitable wire, correct fixturing, compatible gun and its consumables. By robotic welding we are able to weld even the thinnest stainless steel materials with high sensitivity and without deformation.
 4.2. Orbital welding
4.2. Orbital welding
Orbital Welding is an automated welding of two tubes in one uninterrupted tour around the circumference of the pipes. By other methods it is almost impossible to finalize it with one continuous weld. Orbital Welding doesn’t provide perfect results automatically, there are also some important points to consider:- Ends of pipes shall be cut with high quality and precision; Thanks to our tube laser cutting machinery we are able to provide this in all cases.
- Axial alignment of two pieces shall be correctly arranged with a well-engineered fixture.
- Depending on the material and thickness power and time shall be adjusted.
- Lastly, mking the operation with experienced orbital welders will ensure the desired results.
5. SURFACE TREATMENT
We can categorize surface finishing of our fabricated stainless steel products as below;
5.1. Chemical Finishes
Chemical Acid Treatments are used on stainless steel to remove contaminants on the surface. Pickling and Passivation don’t remove grease or oil on the surface, detergent or alkaline can be used to achieve this. Our guide for chemical applications is ASTM A380 - Standard Practice for Cleaning, Descaling and Passivation of Stainless Steel Parts, Equipment and Systems.
5.1.1. Pickling
When stainless steel is welded or heated, the chromium level on the top layers significantly decreases which also makes stainless steel vulnerable to corrosion. In order to remove this damaged layer pickling is an option which is generally a solution of nitric and hydrofluoric acids.
5.1.2. Passivation
Passivation is usually a nitric acid solution or paste which is used to clean iron contaminants and helps formation of a passive oxide film on the surface of stainless steel material. To achieve the best result first we are removing lubricants, oils and greases from the surface by detergents or alkaline, apply pickling to remove oxide layers after this and perform passivation as the last step.
5.2. Mechanical Finishes
5.2.1 Grinding
Grinding is an abrasive application to remove excess metal from the stainless steel surface by usually using disc grinders. Grinding Wheels with different grit sizes can be used for desired surface quality. Grinding is usually applied as a progressive process starting from larger grits initially and using finer grinding wheels for subsequent applications. Changing the direction of the wheel by 90 degrees with each grit is vital for removing grinding lines.
5.2.2 Polishing
Polishing is actually grinding with finer grits. Wheels or belts are used for application. In order to achieve a finer result again finer grits shall be used gradually. While the purpose of grinding is mainly to remove the excessive metal, for polishing the aim is to provide smoothness. (and gloss -brightness)
5.2.3 Buffing
When cloth wheels with an addition of a compound including very fine abrasives is used, it is called buffing. The first step is cut buffing during which polishing lines are removed. Final step is called finish/color buffing which provides a bright luster finish.
5.2.4 Blasting
Bead or Shot Blasting is another option as mechanical finish. Depending on the mediums used such as; Sand, Glass bead, Silicon carbide, Stainless steel shot, Ground quartz surface qualities starting from dark to light and coarse to smooth surfaces can be achieved.
 5.3. Electropolishing
5.3. Electropolishing
Electropolishing is an electrochemical process used to remove microlayers from stainless steel and smoothing the surface to reach an aesthetic, mirror finish. Electropolishing is usually not a standalone process but rather a complementary process after chemical and/or mechanical finishes. Electropolishing also improves the corrosion resistance. While it is usually a tank process large pieces can also be electropolished by wand polishing where the piece itself becomes the anode. Electropolishing is largely used at food processing, medical and pharmaceutical applications as it increases smoothness, reflectivity, cleanliness and passivity (and gloss -brightness) of the surface.
ISO 15730:2000 - Metallic and other inorganic coatings -- Electropolishing as a means of smoothing and passivating stainless steel is the European standard we apply for electropolishing.
Molding | Injection Molding
Casting | Sand Casting, Investment Casting, Die Casting, Gravity Die Casting, Centrifugal Casting
Surface treatment | Sandblasting, Grinding
Heat Treatment
Custom Made Castings
Prototyping | Wooden, Plastic, Polystyrene and 3D Printed Models
Pre-analysis for casting suitability with 3D prototype
Determining the right material and mold type for the component
ISO 23125:2015 Machine tools > Safety > Turning machines
ISO 23125:2014 specifies the requirements and/or measures to eliminate the hazards or reduce the risks of turning machines and turning centres, which are designed primarily to shape metal by cutting.
It covers the significant hazards and applies to ancillary devices (e.g. for workpieces, tools and work clamping devices, handling devices and chip handling equipment), which are integral to the machine. ISO 23125:2014 also applies to machines which are integrated into an automatic production line or turning cell inasmuch as the hazards and risks arising are comparable to those of machines working separately.
When subcontracting their fabrications to Turkish companies European manufacturers tend to choose the global 3rd parties that they are familiar with. Not all of these global 3rd parties can provide the same service in Turkey than they do in Europe. Plus, they are more costly than local 3rd parties. As a company worked with many cost efficient local 3rd parties who are also accredited internationally we can provide the quality control of your project with them more effectively. We can either leave the whole process to a local 3rd party or make the quality control with our own team of certified controllers and leave Non-Destructive Tests (NDT) to local 3rd parties depending on your request.
We can arrange and implement Quality Checks and NDTs compatible with your Inspection Test Plan (ITP).
Especially when serving to a company that is abroad global or local 3rd party services may fill the documents with just superficial checks. As sanctions of local companies are more they pay careful attention to local companies’ projects. We can act like your local representative and guide the 3rd party you hired for more precise results. We can analyze your fabricator, determine their weak points and make the 3rd party to make additional quality checks at these points.
Pig Casting > 250 Tons (Gray iron)
Steel and Sphero > 100 Tons (Carbon steel and Nodular iron)
Aluminium > 50 Tons
Bronze > 20 Tons
We work in a wide variety of materials including Carbon Steel, Steel Alloys, Stainless Steel, Plastics, Aluminum, Brass, Nickel, Copper, Titanium, Tungsten, Monel, Nylon, Teflon, Delrin etc.
We are capable of fabricating the items below by machining;
Bushings, Sleeves, Washers, Spacers, Pins, Fasteners, Screws, Bolts, Tie Rods, Nuts, Clevises, Fittings, Couplings, Tees, Flanges, Brackets, Plugs, Plates, Rings, Bottle Caps, Stamping Parts, Battery Contacts, Leaf Springs, Special Screws, Shafts, Insert Nuts, Standoff Components, Other Custom Components
We are dedicated to customer satisfaction so we continually improve our infrastructure, services and processes in order to achieve a higher quality.
We are applying a highly strict quality control process for our fabrications. We are not only realizing the requirements of ISO 9001:2015-Quality management systems and ISO 3834-2:2005-Quality requirements for fusion welding of metallic materials certificates but also exceeding these standards in many cases by enabling a sustainable quality environment. Thanks to our fabrication systematics we are able to monitor the fabrications continuously and preventing defects and setbacks by interceptive actions.
ADAM Fabrication applies requirements of ISO 3834-2: Quality requirements for fusion welding of metallic materials for Welding Quality Assurance and associated standards to ensure correct and safe end-products. Our welds are predefined and implemented with the supervision of International Welding Engineers and executed by our Certified Welders. Our Quality Control team strictly applies controls at every stage of fabrication to minimize faults and to keep final components within limits of tolerances set in relevant standards and technical specifications of the projects. ADAM Fabrication Quality System is periodically audited by Internationally Accredited Certification Bodies.
Welding is the most technical and vital stage of the fabrication. We possess almost every standard weld at our broad WPS (Welding Procedure Specification) library. And for a special weld our Welding Engineers can prepare a WPS in a short time and we apply these welds by certified welders who hold the required WPQ (Welder Performance Qualification).
Despite the fact that we also worked with different standards such as ASTM and GOST, ADAM Fabrication and its business partners fundamentally master all the details of EN Norms as we delivered countless projects compatible with European Standards. This also brings us flexibility to adopt to different requests from Clients like lower tolerances and higher quality than International Standards like ISO or EN Norms.
Quality Process of a project starts with specification and code reviews, drawings and project schedule. In addition to our standard quality procedures, we are also creating custom ITPs (Inspection Test Plans) for each project depending on the Technical Specifications provided by our Clients. We are aware of the important fact that every project schedule shall be planned including quality processes in order to achieve deadlines and our given delivery times are always including quality applications in order to prevent any inconvenience. Quality Control of a project is handled as a continuous process starting from reception of enquiries, advancing with proper material procurement, strict inspections at fabrication and finalized with preparation of the Comprehensive Quality File at the end of the project. We apply controls at every stage of fabrication which can be classified as incoming, first article, in-process, pre-finish and final product inspections.
Our almost idealized QC (Quality Control) and QA (Quality Assurance) systems are results of our feedback practices over our well-evaluated, vast experiences. As a result of these Quality Systems we are able attain International Standards and transcend these standards in most cases.
In order to identify issues and validate corrective and improving actions we continuously monitor, analyze and enhance all internal and external processes affecting the quality of our fabrications and other services.
We strictly require Mill Certificates according to EN-10204 for all raw materials procured. And all of our welders are certified according to EN ISO 9606-1. Our surface treatment activities such as polishing, pickling and passivation are monitored, measured and controlled by certified inspectors.
We provide Traceability of the material throughout our fabrication process. As a result of traceability records and documentation, all of our processes can retrospectively be tracked down.
We also apply all kind of NDT (Non-destructive Tests) such as Visual inspection (VT), Liquid penetrant inspection (PT), Magnetic particle testing (MT), Radiographic inspection (RT), Ultrasonic testing (UT), Eddy current testing (ET) or other required methods like tension test, pressure test, leakage test, etc. determined at the technical specifications and ITPs (Inspection Test Plans) of the projects.
Depending on client needs our fabrications can be delivered with a Quality Sticker or Quality Tag which can include Barcodes or any brief information required by our Client.
Quality Control is handled as a continuous process starting from reception of enquiries, advancing with proper material procurement, strict inspections at fabrication and finalized with preparation of the Comprehensive Quality File at the end of the project. As an obligation of a company possessing ISO 3834-2 Certificate, we are applying at least the Quality Control procedures set at these standards for every fabrication.
In addition to our standard quality procedures, we are also creating custom ITPs (Inspection Test Plans) for each project depending on the Technical Specifications provided by the Client. Even if not requested by the Client we always prepare a basic Quality File for each project.
From the Material Acceptance to the loading of the truck all QC process is being managed, applied and recorded by Certified Inspectors and International/European Welding Engineers. We strictly require all Mill Certificates to be 3.1 according to the EN-10204 for all materials procured and all of our welders are certified according to EN ISO 9606-1.
The coating activities are also monitored, measured and controlled by Certified Inspectors.
We are capable of applying all types of NDT (Non-Destructive Tests) tests or other required tests determined at the technical specification of the Project.
Traceability of the fabrication is guaranteed with our comprehensive QC procedure. All documentation related to all fabrications is preserved for 10 years retrospectively.
ADAM Fabrication Quality System is periodically audited by Internationally Accredited Certification Bodies.
Gray Iron, Ductile Iron, Nodular Iron, Malleable Iron, Carbon Steel, Stainless Steel, Alloy Steel, Aluminium, Bronze, Brass
You can either subcontracted one of your projects to a Turkish fabricator or have a project in Turkey and in need of materials, technical products, ready equipment and machinery, etc. We can also help you with procuring quality products with competitive prices and in a short time at the Turkish market as we have countless contacts with local providers.
Main certificate we possess is ISO-3834-2 for Welding Quality Assurance. Vital stage of steel fabrication is welding. With an insufficient welding all the structure will be at risk. With the help of our team including Welding Engineers, Quality Technicians and Certified Welders we are able to keep our fabrication and quality processes sustainable.
We are capable of applying the requirements of EN-1090 Directives for structural steelwork and aluminium fabrications. Our fabrications can also be retrospectively traced back as traceability is another aspect we strictly apply.
We are continuously following the latest technological developments in steel processing and improving our machinery while educating our team to keep our quality at the highest level. We are able to guarantee the reliability, endurance and quality of our structures as the components fabricated by ADAM Fabrication are at least compatible with European standards and exceed these requirements in many occasions.
ADAM Fabrication possesses ISO 3834-2 : 2005 - Quality requirements for fusion welding of metallic materials Certificate to ensure the Welding Quality of its fabrications.
Our welders are certified according to EN ISO 9606-1 - Qualification testing of welders. Fusion welding. Steels.
Our Welding Procedures are prepared according to ISO 15614-1:2017 - Specification and qualification of welding procedures for metallic materials -- Welding procedure test -- Part 1: Arc and gas welding of steels and arc welding of nickel and nickel alloys
We can also fabricate pressure vessels which are compatible with Pressure Equipment Directive (PED) (2014/68/EU)
It is sometimes hard to communicate with Turkish fabricators as their way of doing business is different from European approach. As a company thinking and working with European approach and also knowing every detail of the commercial and technical environment in Turkey we can be your bridge between your fabricator and you. As not all personnel of Turkish fabricators are familiar with English we can translate your technical documents and drawings into Turkish so that a fabricator can easily understand and manufacture. This conversion may also include some simplifications on the drawings and documents in order to prevent misunderstandings.
ADAM Fabrication is able to fabricate all types of Stainless Steel Alloys. But like all stainless steel fabricators we also mostly use 304, 316, 409, 410 and 430 grades.
Stainless Steel alloys are classified into 5 main groups; Austenitic, Duplex, Ferritic, Martensitic and PH (Precipitation-Hardening). Below you can find the grades we use mostly in EN (European Norms) classification and their AISI/ASTM (American Iron and Steel Institute / American Society for Testing and Materials) standard equivalents.
Austenitic Stainless Steel Grades
1.4372 (201), 1.4373 (202), 1.4310 (301), 1.4305 (303), 1.4301 (304), 1.4303 (305), 1.4841 (314), 1.4401 - 1.4436 (316), 1.4541 (321), 1.4550 (347), 1.4864 (330)
Duplex Stainless Steel Grades
1.4462 (2205), 1.4362 (2304), 1.4410 (2507), 1.4507 (255)
Ferritic Stainless Steel Grades
1.4512 (409), 1.4002 (405), 1.4016 (430), 1.4113 (434), 1.4510 (439), 1.4521 (444), 1.4526 (436), 1.4749 (446)
Martensitic Stainless Steel Grades
1.4006 (410), 1.4021 - 1.4028 - 1.4031 - 1.4034 (420)
PH Stainless Steel Grades
1.4542 (630), 1.4568 (631)
We are capable of fabricating a wide range of light, medium and heavy steel components, items and structures for different sectors including but not limited to;
Trailers for different applications, Live fire training systems, Access Control and Anti Terror Security Systems, Load securing and safety equipments, Loading dock equipment & industrial doors & safety barriers, Cooking Oil Filtration, Radiators, Various PVC mixers, Polymer solutions, Energy, Construction, Fountains and swimming pools, Winter service vehicles and attachmentsElectrical and Circuit Panels, Fan Blower and Compressor, Food Processing Machines and Equipments, Ground Support Vehicles and Equipments, Heating-Cooling Systems, Construction Equipment, Handling Equipments (Manlift, Forklift, Platform), Kitchen Equipments, Packaging Systems, Powder Handling, Retail and Merchandising Solutions, Agricultural Machinery, Trailer, Tractor, Urban Furniture, Valve (Knife Gate valves, Dampers, Penstocks), Crane (Overhead Crane, Bridge Crane, Caliper Crane, Portal Crane, Monorail Crane, Mobile Crane, Tower Crane), Yacht Equipment
Below you can find a list of the products that we fabricated previously;
Trailer, Chassis, Bollard, Rail equipments, Battery Storage Shelf, Battery Storage Rack, Anchor Plate with Tube, Fastener (Coupling, custom bolts, etc.), Bunker, Façade and Glass Fitting Elements, Decorative Grating, Oven, Weight Disc, Frame for Machinery, Heat Exchangers, Hydraulic Molding Systems, Hinge, Door Parts, Cylinder, Rubber Pressing Mill, Rubber Mixing Mill, Conveyor, Machining Parts, Mixer, Padel Court, Propeller, Impeller, Pumping Equipments, Rail System Parts, Shaft, Roller, Cylindrical Parts, Roller Ironer, Paper Roller, Refrigerating Container, Cold Chain Container, Solar Panel Components, Solar Panel Pallet, Spare Parts, Steel Nipples, Steel Pipes, Submersible Pumps Accessories, Tool, Dust Collection System Parts, Trailer Parts, Rolls for Mills, Feed Roller Mill, Aluminium Cap, Handrails, Gratings, Stairs, Platforms, Doors, Cladding Supports, Decorative Accessories, etc.
DIN 12890:2000 Founding - Patterns, pattern equipment and coreboxes for the production of sand moulds and sand cores
EN 124 :1994 Gully tops and manhole tops for vehicular and pedestrian areas. Design requirements, type testing, marking, quality control
EN 10293:2015 Steel castings. Steel castings for general engineering uses
EN 1561:2011 Founding. Grey cast irons
ISO 8062-1:2007 Geometrical product specifications (GPS) - Dimensional and geometrical tolerances for moulded parts -- Part 1: Vocabulary
ISO/TS 8062-2:2013 Geometrical product specifications (GPS) - Dimensional and geometrical tolerances for moulded parts -- Part 2: Rules
ISO 8062-3:2007 Geometrical product specifications (GPS) - Dimensional and geometrical tolerances for moulded parts -- Part 3: General dimensional and geometrical tolerances and machining allowances for castings
ISO 8062-4:2017 Geometrical product specifications (GPS) - Dimensional and geometrical tolerances for moulded parts -- Part 4: General tolerances for castings using profile tolerancing in a general datum system
We can act like your legal representative to arrange your relations with your fabricator. We can make your agreement compatible with local regulations, can also create Turkish text of the agreement and monitor the whole process legally, send official notices when agreement obligations are not fulfilled. It is very hard and takes a very long time to impose sanctions to a Turkish fabricator with a court decision from Europe but if you keep Turkish courts authorized for contractual discrepancies it is easier to impose sanctions.
There are also some financial instruments valid as guarantees that are used between Turkish companies which make problems solved even before heading to the court. There are many details to consider when preparing these financial instruments and using them in times of conflictions for which we may help you with.
Stainless Steel Adapter, Sprocket, Impeller, Counterweight, Mechanical Accessories, Flywheel, Wrought Iron Fence, Cast Iron Valves, Butterfly Valve, Nipple, Fittings, Bushing, Bearing, Crank Shaft, Drive Shaft, Rollers, Marine Anchor, Reducer, Backup Ring, Flange, Stockless Anchor, Pool Anchor, Manhole, Pump Body, Decelerator Body, Pump Parts, Decorative Items
SECTORS
We are providing services to a wide range of different sectors for their stainless steel fabrication needs.
Stainless steel is widely used at food processing industry and their fabrications demand more attention along with higher quality due to hygiene sensitivity. We are providing food grade stainless steel fabrications. We apply enhanced quality control procedures for food processing fabrications to make sure that lines, grooves, pits, divots and other type of crevices don’t occur so that food particles can’t be trapped in these openings and become a source of contamination and also to enable easier cleaning of surfaces that come into contact with food.
Sectors we serve can be summarized as below;
Food Processing and Beverage Industry | Dairies, Bakeries, Meat and Poultry, Fruit and Vegetables, Frozen Foods, Animal and Pet Foods, Wine Making, etc.
Pharmaceutical
Cosmetics and Personal Care
Chemicals | Detergents, Paint, Building Chemicals, etc.
Petrochemical | Plastics, Polyester Resin, Mineral Oil, Polyurethane Foam
Architectural Structures
Renewable Energy | Solar, Wind, geothermal, hydro
Mining
Medical
Treatment Facilities
Bulk Handling
PRODUCTS
Below you can find some of the components, equipment, systems and processes we fabricated previously;

